





TECH ARTICLE MACHINE A HEAD
I’ve machined thousands of cylinder heads over the years, 10+ per cylinder tuned so it’s a lot. Air and water cooled it doesn’t matter Lambretta and Vespa.
A customer made a refreshing change the other day by asking can I machine a head for a Rapido for him, nothing new there but the difference was he had read our ‘Tech Site’ on heads and gave me all the information I needed to get the machining right for him.
So our customer gave me what information he had
- Stroke of crankshaft
- Diameter of piston
- Port timings
- How far the piston came out of the top of the cylinder
- And what squish clearance he wanted
And all this and he wasn’t a dealer and he wasn’t English!
Which really is a refreshing change.
Heads have to be done in a certain way, others do it different, all I know is our head reprofiling works. Follow the photo to see how it’s done.
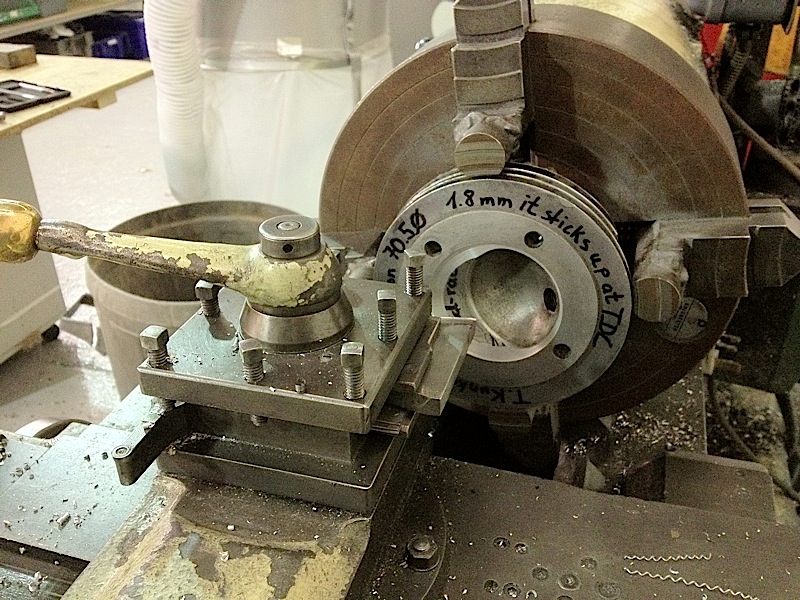
Head clocked up in our big lathe, instructions already on the head, the special cutter is ready to cut the dome of our Race-Tour piston
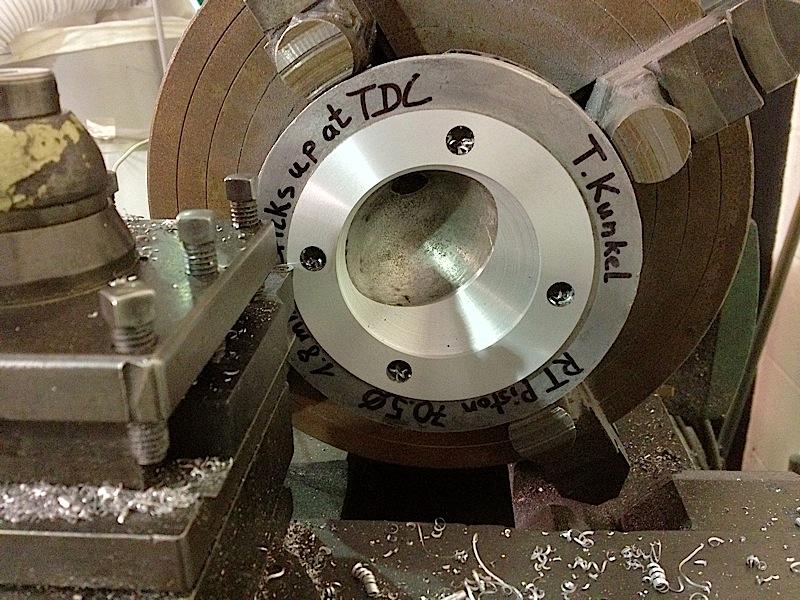
The cutter has shaped the dome of the piston and I’ve taken the diameter to the correct size

The face is cleaned off to get the recess correctly for the piston and 60mm stroke
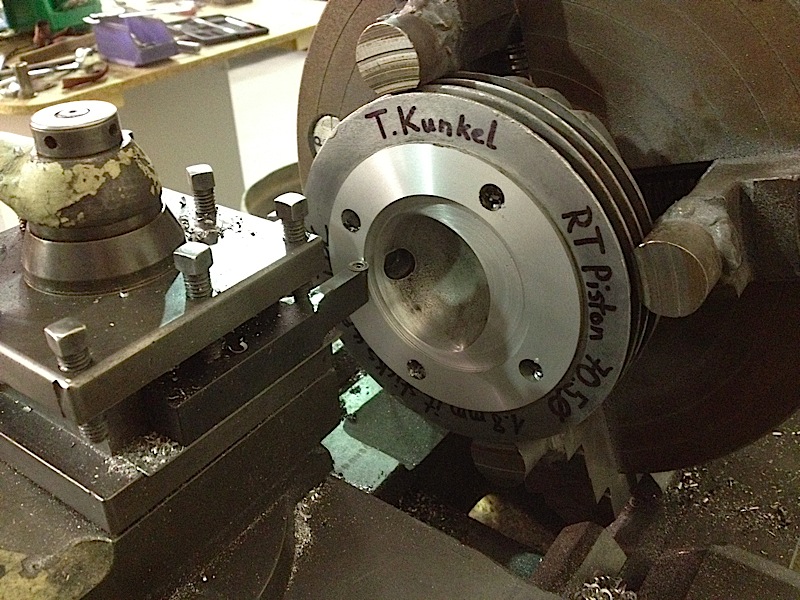
And final fine tuning to get the recess to within 0.05mm required

The squish band is cleaned up by hand with emery paper and Scotchbrite

It is then flap wheel cleaned to blend in grinding marks

And finally is cleaned with Scotchbrite to blend the pollshing
Mark Broadhurst Ask Mark mark@scooters.co.uk


