





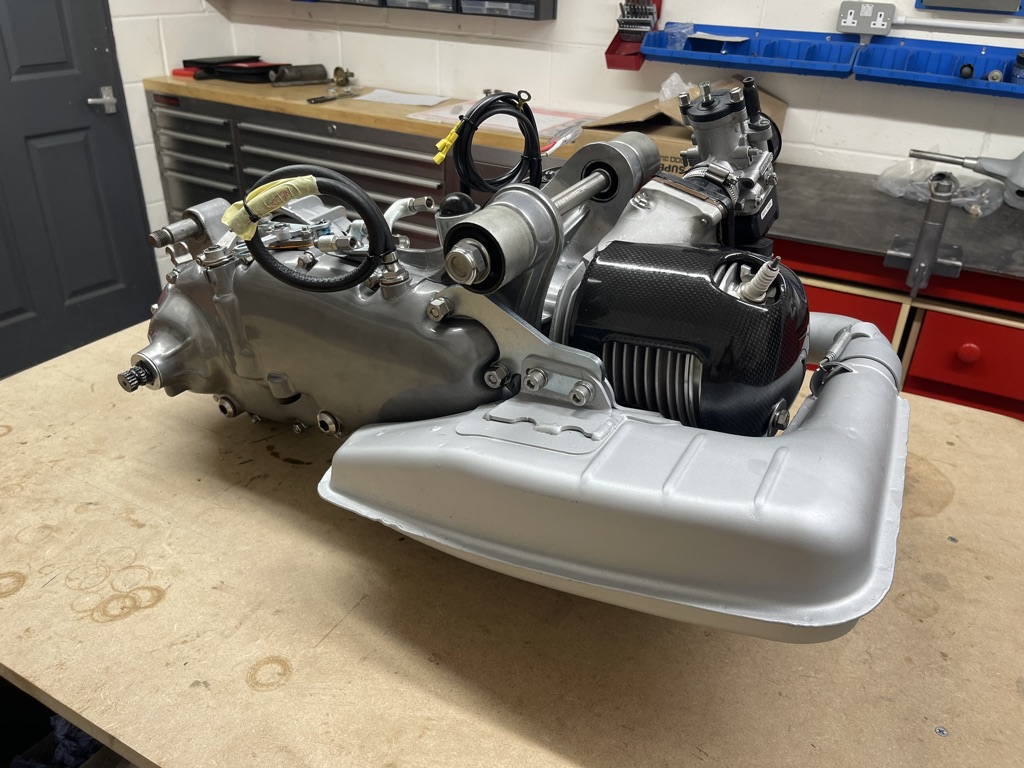
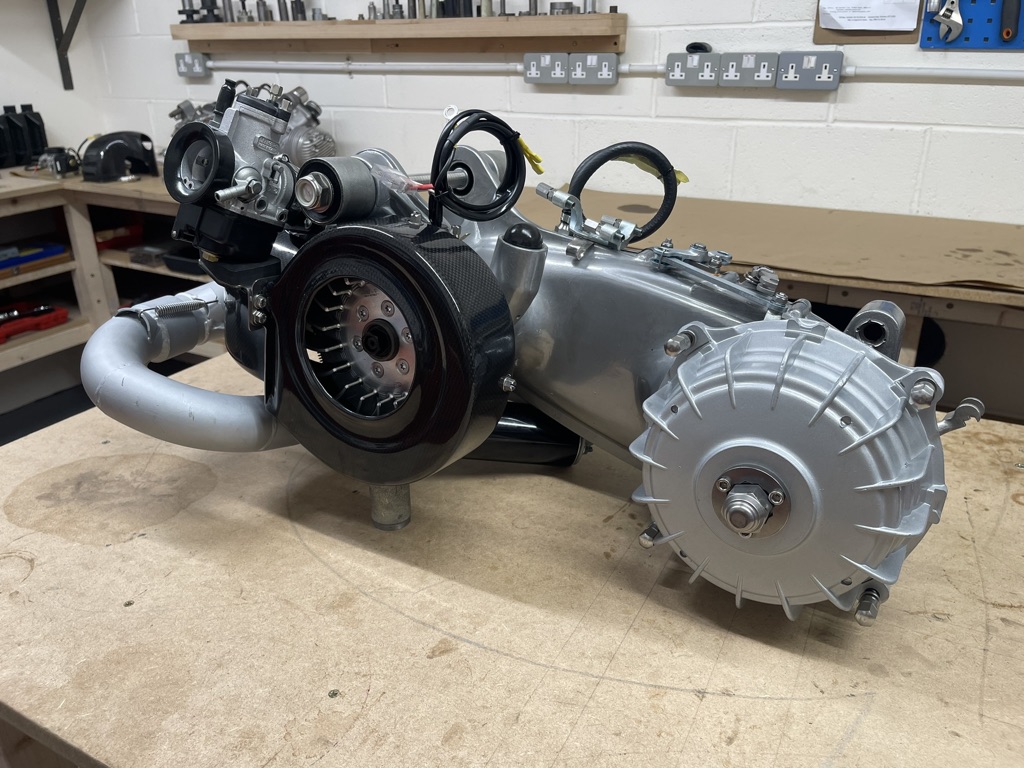
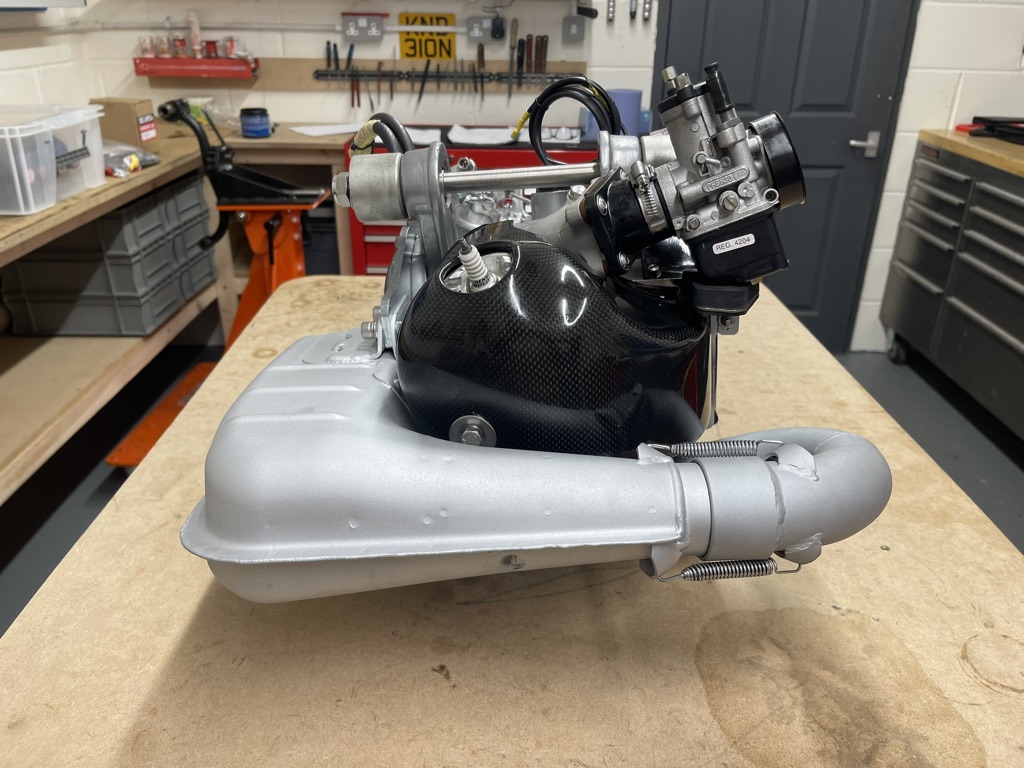
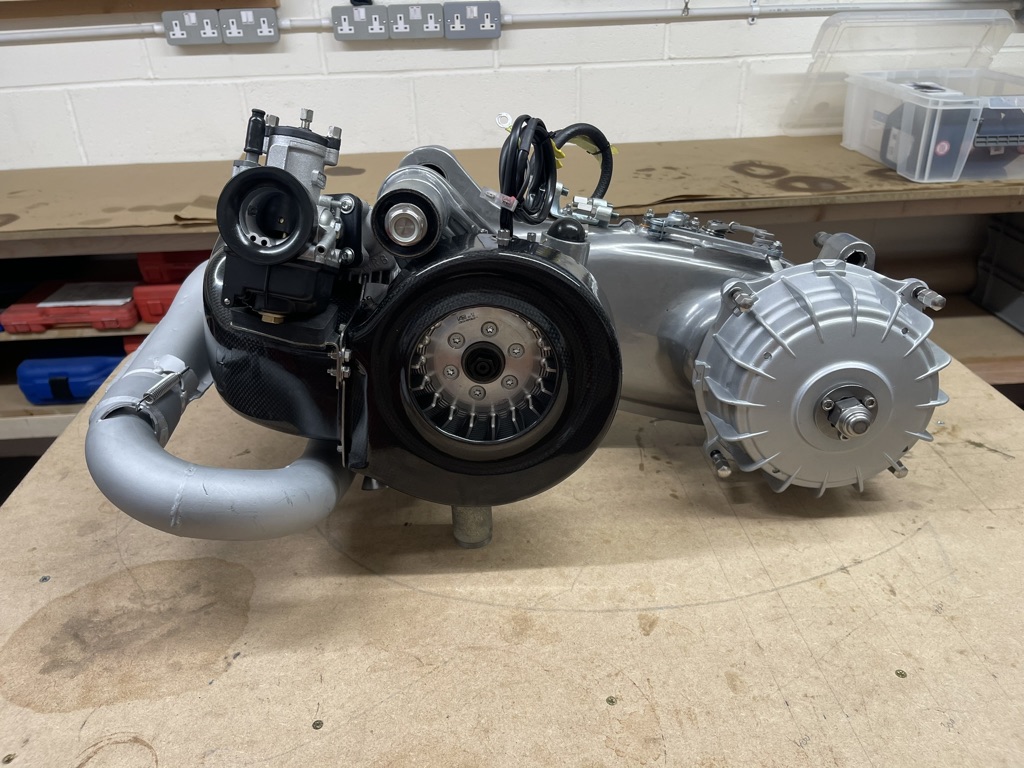
TIMED TO PERFECTION – ONLY JUST – BUT WHAT STRESS – RT230 REED – IT’S A STORY…….
A year or so ago I was approached by a Canadian who wanted to visit whilst he was in the UK fitting out one of his works recycling plants in Hull. He missed me but did visit and not long after asked ‘if I would build him a touring Race-Tour engine complete that he could use in the hills near his home’?
With him been an electrical mechanical engineer he did all his research, constantly on the internet looking up this and that and asking many questions. You could say we became pen palls! With regular messages he was probably more involved with the way we developed our new workshops and followed our fork and frame fixtures only a hand full had seen up to now. Late last year he was going to Denmark to fit another machine and asked ‘was it possible I could build the engine, for him to visit and see it run on the dyno’? Now given a bit of luck, and a hope we had all the parts it could be done.
As it happened the engine shed was finished but we hadn’t built an engine yet! We had all the parts collected for the rebuild. What could go wrong?
As we were supplying all the parts, we used a SIL casing and side cover and as usual they are rough. Four hours later the casing had all the lumps and bumps hand cleaned and polished, then it was down to all the other cleaning, polishing processes to take place to finish the look – all 8 hours of them! All was going well, the casing was rumble blended and all that needed doing was the final polish – when I heard a funny loud noise and the rumblers main bearing seized up! Argh, you can’t make this shit up as the aqua blaster was still not working from the move!
So with a little panic I started stripping the rumbler. Not an easy job – you needed to be ET and have the strength of Arni. It was late and a dangerous job. So left it for the next day to wait for Chris and a ratchet strap. And so it happened the rumbler was the first to be stripped in the engine shed! We found the culprit, looked on eBay and oh shit it was a special bearing. We phoned our supplier and checked our bearing books and found a set and paid extra for next day delivery. They came, but I was busy all day to check them out and started late at night when everyone had gone home!
Argh shit – wrong bearings, so had to wait another two days to sort it out. More delays, but we did it and little and large ET’s managed to lever everything back into position for it to rumble once again, but oh the stress!
A polish, a clean and its ready to start again! Only to find the bloody drive bearing wouldn’t go in, what ever trick I tried – the hole was tapered! Now its Friday and 5 days to go but Ive got my weekend all booked up! All I could think as a cure – was make an undersized honing tool from a lump of metal and harden it in house. Well that’s a 2 hour job in its self late on a Friday night! I didn’t want to rush, so left it for a fresh mind on Monday.
The honing tool and grinding paste worked perfect, it took out the taper and with heat and bearing sealed, it was pulled and clamped in tight! Well that was easy in the end, but the stress!
Now Ive 3 days left! Of course, no one leaves me alone as usual, Im pulled this way and back, people visit, the phone goes and the lads want me.
The rebuild was doing well with our crank kit, cylinder kit and ignition – until the gearbox!
Whilst all this was going off I had fitted in a new gearbox jig fixture to check out the hand full of MB-5 coming in. This jig, sets up the gear selector and checks the various height needed in the design – this gearbox was perfect, as are all of the others we’ve checked.
But could I get it to work in the casing? I used all my tricks and set ups, with a lot of swearing found the end plate was out. Nothing unusual there, Ive come across it lots of times, especially SIL end plates. Normally I bolt them on the layshaft outer bush and machine around the area where the big shim butts up against. But this made it worst, the gap was bigger on the outside where you feeler gauge the gap, but it wouldn’t shim up? When you cant see what’s going on, it’s all a guess. After much head scratching, I redid the machining but from the roller bearing flat – this showed the end plate was not machined true where the layshaft needle roller area was, where the shimming takes place. This time I took a bit of metal off on the inside hidden area and next to nothing on the outside area. Then at last the gearbox was perfect – 4 hours into the job and the customer still due the next day! Gearbox fitted, it’s time to set the kickstart engagement. So the side cover is built and the kickstart mechanism set up on the end plate ramp.
Next to fit and set up the clutch and drive sprockets to find the bought in clutch (as we were out of stock of a MB item) was 2mm out! Not 0.2mm but 2 bloody millimetres! So that took some doing! All thats left is the side cover and check the clearance on the kickstart – yes you’ve got it, the bought in kickstart shaft was tight on the clutch and needed stripping, grinding and re doing a few times to work!
Now I’m late into the night and knackered, it’s just unreal how long these things take! Without a workshop like ours we’ve no idea how people can build engines in the shed! With the customer due the next day I left it all in dyno room with all the parts for Neil to fit before I got to work. You would think it’s all down hill now. I got in work, finished off the dyno set up and the bloody engine wouldn’t start. Id used a carb someone else said wouldn’t start where it had started an engine first kick a week before, so thought umm maybe something in that, so swapped to a new carb and still nothing! Argh now Im sweating!
We’d had a SIP Vape CDI returned some weeks before so thought Id check the reading, and out of all the SIP CDIs I couldn’t get the same readings, so put that down to the electronic tool faulty but that was another 2 hours of swearing – why me, oh the stress!
I went back for one last try and the bloody thing started up like it was taking the piss! And it started first time every time after that! It’s now afternoon and the customer is due, but delayed. So with our 3 pipes on test, the results was exactly as expected. It was done – well nearly. Our customer turned up, it fired first time and was happy. A tour of the workshop, we frame jigged his bent frame that we had waiting, then stripped the cool engine off the dyno and the stress was leaving my body.
All that was left was home for beer, food and chat and go back the next day to fit the cowlings, linkages, exhaust and rear hub.
The next day all relieved, we went for breakfast, took it easy with me saying ‘its just a couple of hours of work to wrap it up’. Famous last words! Oh the stress!
Our exhaust fitted, our carbon cowls fitted, our linkages fitted and then it came to the bought in rear hub and shoes – of course they didn’t fit. An hour and a half later the shoes fitted, it wasn’t anything just a little high spot, but its on and off and a little curve grind at a time!
As I was pacing up and down Luke pointed out, Dad its been 4 and half hours, thought it was a 2 hour job! Just what you want when stressed!
Now with Terrence been an electrical engineer setting up machines I got him to look at my newly bought faulty air compressor and ‘yes’ he got it working – good man what a hero!
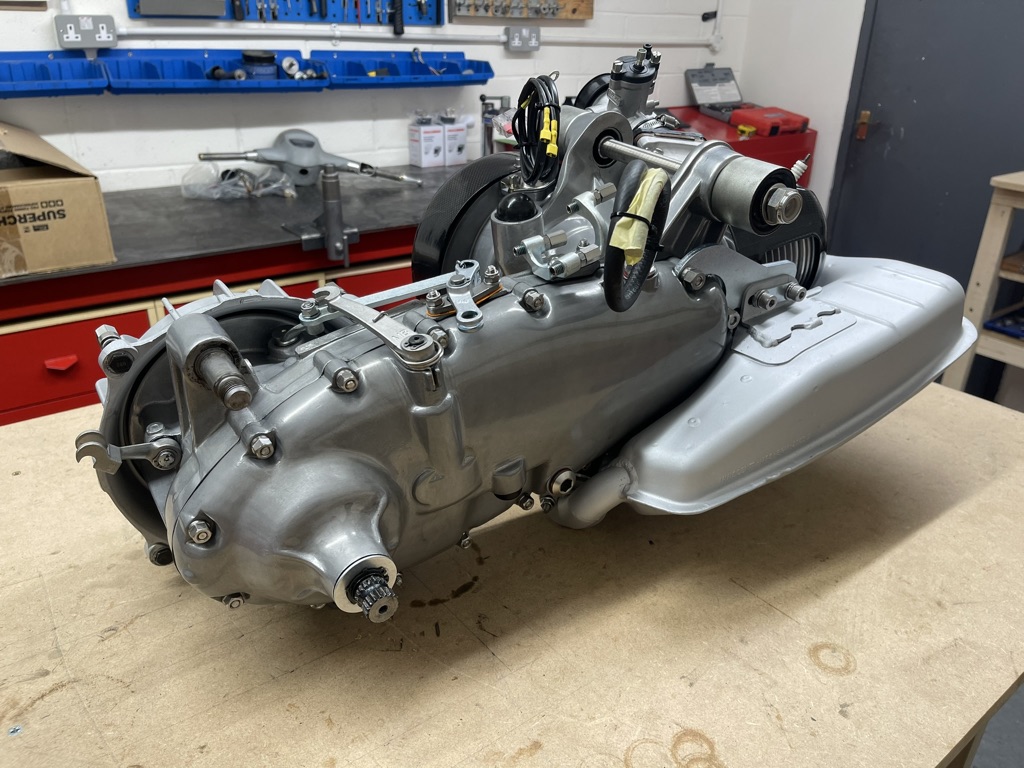
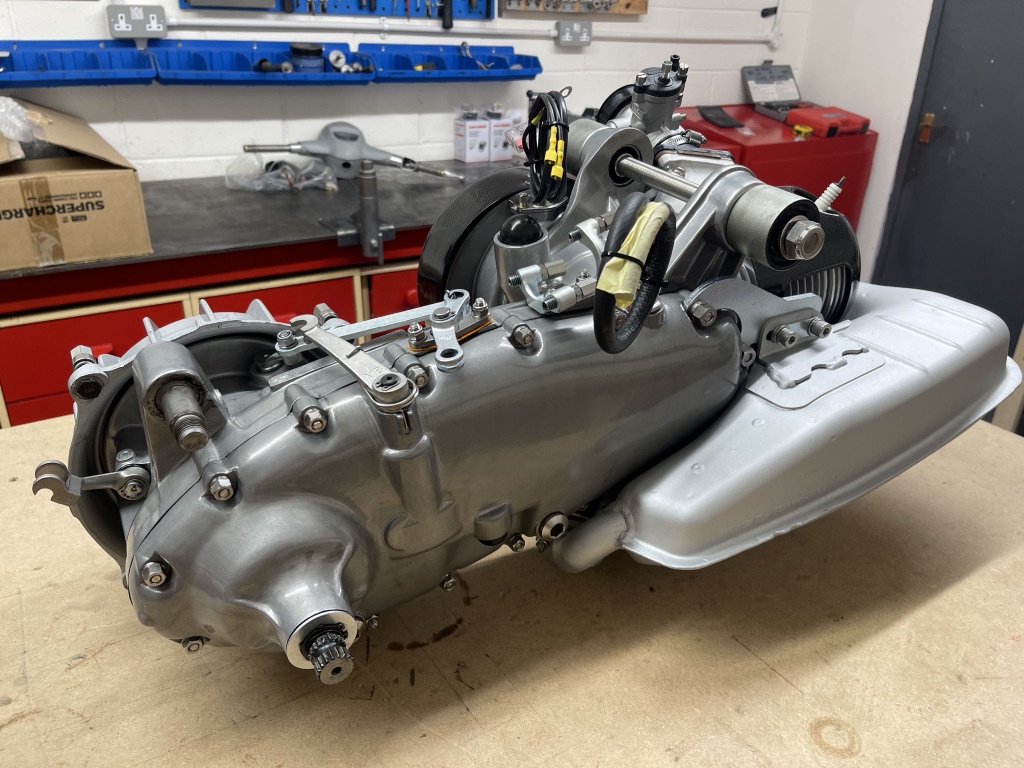
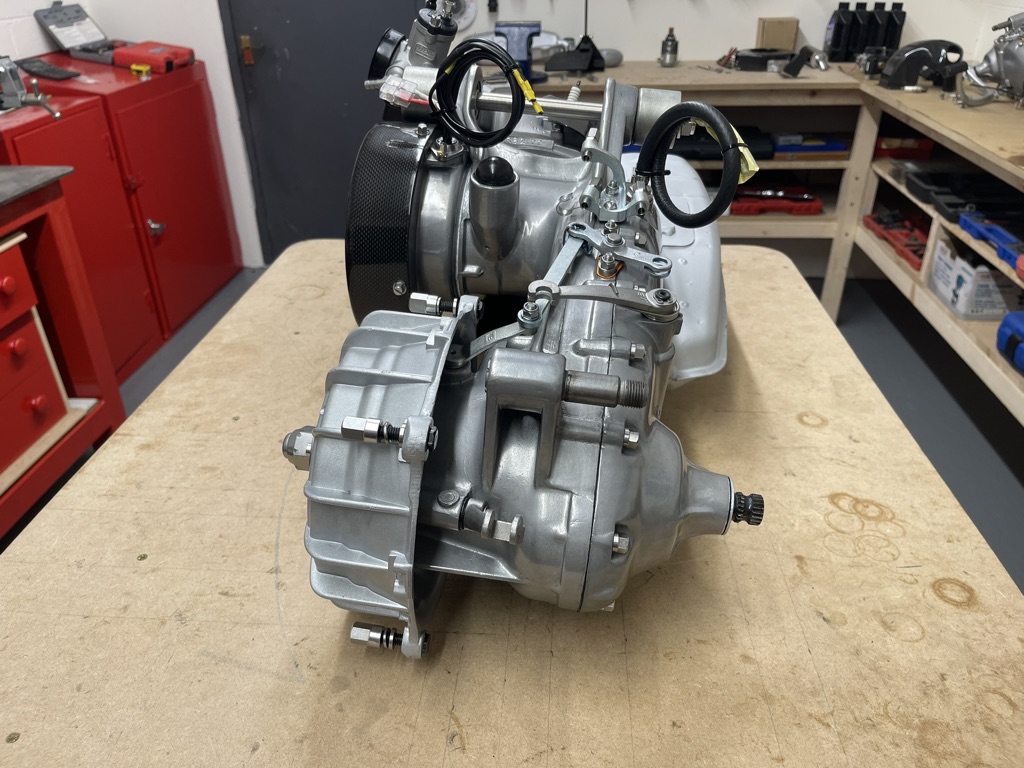
Well it did get done, it was our first engine rebuild in our new purpose made Engine shed in January 2024 – we did get to the pub and we did get a curry to come home all relaxed to chat into the early hours very drunk!
The next day I headed to the Chiro, my customer went to work to pack the engine, frame and all the bodywork he’d collected off eBay and stored at our place!
Only for the next couple waiting for the tour and for me to straighten some very bent forks! Oh the stress!
Now if you haven’t got the tools and know how – how can any one in a shed build these bloody engines???





That had me stressed 😫 and I’m just reading it on the sofa!!!
I’m pleased to know it’s not only me that gets these sort of problems. A 2 hour job is always 4 hours 😁
Come on you know you love it ,
Oh how much for a engine body checked and work too correct ,
Or is there a waiting list for these .
Thanks Stewart …….
PS If it wasn’t for you and all you do where would we be in quality parts and information
I have 5 engines waiting too be built
Ive always got a waiting list, but now were set up better with the new shops Im getting through much more work. Alway best to email me mark@mbscooters.co.uk